
Xem nhanh
Máy móc cơ khí hàng trăm loại máy công cụ kim loại , có kích thước từ máy nhỏ gắn trên bàn làm việc đến máy sản xuất khổng lồ nặng vài trăm tấn, được sử dụng trong ngành công nghiệp hiện đại. Chúng vẫn giữ những đặc điểm cơ bản của tổ tiên thế kỷ 19 và đầu thế kỷ 20 và vẫn được phân loại là một trong những loại sau: (1) máy tiện (máy tiện và máy doa), (2) máy bào và máy bào, (3) máy khoan, (4) máy phay, (5) máy mài, (6) máy cưa, và (7) máy ép.
Cùng công ty thu mua phế liệu Hoàng Hiếu tìm hiểu chi tiết nhé
Máy tiện
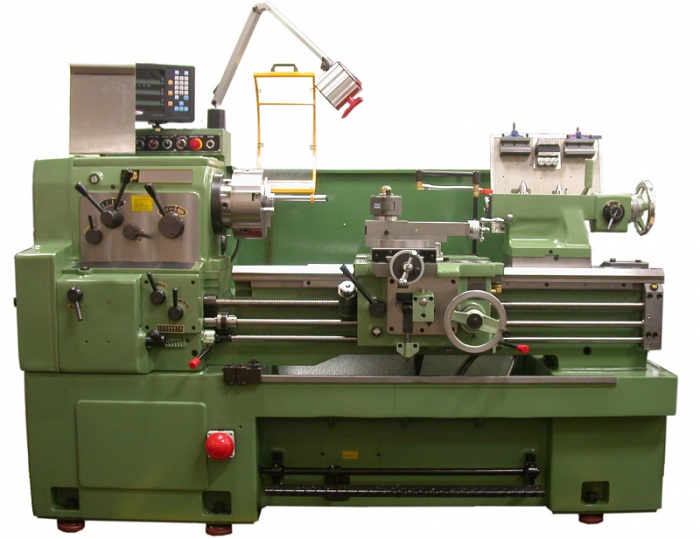
Các Máy tiện động cơ , như thường được gọi là máy tiện kim loại nằm ngang, là thiết bị quan trọng nhất trong tất cả các máy công cụ. Nó thường được coi là cha đẻ của tất cả các máy công cụ khác vì nhiều yếu tố cơ học cơ bản của nó được kết hợp vào thiết kế của các máy công cụ khác.
Máy tiện động cơ là một máy công cụ cơ bản có thể được sử dụng cho nhiều nguyên công tiện, tiện và khoan. Nó sử dụng một công cụ cắt một điểm để tiện và doa. Các hoạt động tiện liên quan đến việc cắt kim loại thừa, ở dạng phoi, từ đường kính ngoài của phôi và bao gồm tiện các hình trụ thẳng hoặc hình trụ thon, rãnh, vai và ren vít và quay mặt phẳng trên các đầu của các bộ phận hình trụ. Các nguyên công hình trụ bên trong bao gồm hầu hết các nguyên công gia công lỗ phổ biến, chẳng hạn như khoan,nhàm chán , doa , phản xạ, liên kết ngược và tạo luồng bằng công cụ hoặc chạm một điểm .
Chán bao gồm việc mở rộng và hoàn thiện một lỗ đã được khoét hoặc khoan. Các lỗ khoan chính xác hơn về độ tròn, độ đồng tâm và độ song song so với lỗ khoan. Một lỗ được khoét bằng dụng cụ cắt một điểm ăn dọc bên trong phôi. Máy khoan doa có các bàn ngang hình tròn quay quanh trục thẳng đứng và chúng được thiết kế cho các hoạt động doa và tiện trên các bộ phận quá lớn để lắp trên máy tiện.
Máy bào
Các hoạt động định hình và bào bao gồm việc gia công các bề mặt phẳng, rãnh, vai, rãnh chữ T và các bề mặt góc cạnh bằng các dụng cụ một điểm. Máy bào lớn nhất có hành trình cắt 36 inch và có thể gia công các chi tiết máy dài tới 36 inch. Dụng cụ cắt trên máy định hình dao động, cắt theo hành trình tiến, với việc đưa phôi tự động về phía dao trong mỗi hành trình quay trở lại.
Máy bào thực hiện các thao tác tương tự như máy bào nhưng có thể gia công các phôi dài hơn. Một số máy bào có thể gia công các bộ phận dài tới 50 feet. Phôi được lắp trên bàn pittông để di chuyển phôi bên dưới dụng cụ cắt. Công cụ này, vẫn đứng yên trong suốt hành trình cắt, sẽ tự động ăn phôi sau mỗi hành trình cắt.
Máy khoan
Máy khoan, còn được gọi là máy khoan , cắt lỗ trên kim loại bằng máymũi khoan xoắn . Họ cũng sử dụng nhiều công cụ cắt khác để thực hiện các hoạt động gia công lỗ cơ bản sau: (1) doa, (2) doa, (3) đối xứng, (4) bộ đếm và (5) mài ren trong bằng cách sử dụng một phần đính kèm khai thác.
Máy phay
Máy phay cắt kim loại khi phôi được ăn khớp với một dụng cụ cắt quay được gọi làlưỡi tiện đường khía. Dao cắt có nhiều hình dạng và kích cỡ có sẵn cho nhiều loại nguyên công phay. Máy phay cắt các bề mặt phẳng, rãnh, vai, bề mặt nghiêng, đinh tán và rãnh chữ T. Các máy cắt răng dạng khác nhau được sử dụng để cắt các dạng lõm và rãnh lồi, để làm tròn các góc và để cắt răng bánh răng.
Máy phay có nhiều kiểu dáng khác nhau, có thể được phân loại như sau: (1) máy đầu gối và cột tiêu chuẩn, bao gồm kiểu ngang và kiểu đứng; (2) kiểu giường hoặc máy sản xuất; và (3) máy được thiết kế cho các công việc phay đặc biệt.
Máy mài
Máy mài loại bỏ các phoi nhỏ từ các bộ phận kim loại được đưa vào tiếp xúc với một bánh mài quay được gọi làđá mài hoặc đai mài mòn. Quá trình mài là chính xác nhất trong tất cả các quá trình gia công cơ bản. Máy mài hiện đại mài các bộ phận cứng hoặc mềm với dung sai cộng hoặc trừ 0,0001 inch (0,0025 milimét).
Các loại máy mài phổ biến bao gồm: (1) hình trụ trơn, (2) hình trụ bên trong, (3) không tâm, (4) bề mặt, (5) không tay, (6) đặc biệt và (7) mài mòn- thắt lưng.
Máy cưa điện cắt kim loại có ba loại cơ bản: (1) cưa cắt điện, (2) cưa vòng , và (3) cưa đĩa tròn. Máy cưa vòng dọc được sử dụng để cắt các hình dạng tấm kim loại, các đường viền bên trong và bên ngoài và các đường cắt góc.
Nói chung, chuốt được phân loại như một bào hoặc tạo hình nghệ thuật bởi vì hành động của một công cụ chuốt giống như hoạt động của máy bào và máy ép công cụ. Có sẵn các công cụ đào tạo kiểu dáng khác nhau. Các răng trên dụng cụ chuốt có khoảng cách bằng nhau, với mỗi răng kế tiếp được thiết kế để ăn sâu hơn vào phôi, do đó hoàn thành thao tác chuốt chỉ trong một lần mài. Ví dụ về các ứng dụng mài bên trong bao gồm cắt rãnh then trong trục của bánh răng hoặc ròng rọc, cắt lỗ hình vuông hoặc hình lục giác và cắt răng bánh răng. Các rãnh bên ngoài có thể được cắt theo trục bằng dụng cụ chuốt bên ngoài. Một số máy chuốt kéo hoặc đẩy dụng cụ chuốt qua hoặc qua phôi.
Các hoạt động mài nhẵn và mài nhẵn được phân loại theo nghệ thuật mài cơ bản. Lapping là một quá trình trong đó một miếng vải mềm có tẩm bột nhão hoặc hợp chất mài mòn được cọ xát với bề mặt của phôi. Lapping được sử dụng để tạo ra lớp hoàn thiện bề mặt chất lượng cao hoặc để hoàn thiện phôi trong giới hạn kích thước gần. Có thể đạt được dung sai kích thước hai phần triệu inch (0,00005 milimét) bằng tay hoặc máy móc các bộ phận chính xác như đồng hồ đo hoặc khối đồng hồ đo .
Mài là một quá trình hoàn thiện bề mặt tốc độ thấp được sử dụng để loại bỏ các vết xước, vết máy hoặc một lượng nhỏ kim loại, thường nhỏ hơn 0,0005 inch (0,0125 milimet), khỏi bề mặt đất hoặc bề mặt đã gia công. Việc mài giũa được thực hiện bằng que mài hoặc đá mài được gắn trong đầu mài. Trong một hoạt động mài giũa điển hình, chẳng hạn như mài thành xi lanh động cơ ô tô, máy mài có một hoặc nhiều trục quay được sử dụng. Đầu mài quay từ từ theo chuyển động dao động, giữ các thanh mài mòn trên bề mặt làm việc dưới áp suất ánh sáng được kiểm soát.
Máy ép
Loại máy lớn này bao gồm các thiết bị được sử dụng để tạo hình các bộ phận kim loại bằng cách áp dụng các quá trình sau: cắt, làm trống, tạo hình, kéo, uốn, rèn, rèn, làm phẳng, gấp mép, ép và đập. Tất cả các quá trình này yêu cầu máy ép với một thanh ram có thể di chuyển được có thể được ép vào đe hoặc đế. Thanh chuyển động có thể được cung cấp bởi trọng lực, liên kết cơ học hoặc hệ thống thủy lực hoặc khí nén.
Thích hợp bộ khuôn , với một bộ phận được gắn trên thanh di chuyển và bộ phận ăn khớp được gắn trên giường cố định hoặc trục lăn, là một bộ phận không thể thiếu của máy.Máy dập dập dập các bộ phận kim loại từ tấm kim loại và tạo thành các bộ phận theo hình dạng mong muốn. Khuôn dập với các khoang có nhiều hình dạng khác nhau được sử dụng trên máy ép rèn tạo thành các phôi kim loại nóng trắng theo hình dạng mong muốn. Máy ép điện cũng được sử dụng để cắt, uốn, gấp mép và định hình các bộ phận kim loại tấm ở mọi kích cỡ. Máy ép công suất được sản xuất với nhiều kích cỡ khác nhau, từ máy ép nhỏ có thể được gắn trên bàn làm việc đến các máy có trọng lượng hơn 1.000.000 pound (450.000 kg).
Một số máy công cụ đã được thiết kế để tăng tốc độ sản xuất. Mặc dù những công cụ này bao gồm các tính năng của máy công cụ cơ bản và thực hiện các hoạt động giống nhau, chúng kết hợp các sửa đổi thiết kế cho phép chúng thực hiện các trình tự hoạt động phức tạp hoặc lặp đi lặp lại nhanh hơn. Hơn nữa, sau khi máy sản xuất đã được thiết lập bởi một công nhân hoặc thợ máy lành nghề, một người vận hành kém tay nghề hơn cũng có thể sản xuất các bộ phận một cách chính xác và nhanh chóng. Sau đây là các ví dụ về máy công cụ sản xuất là những sửa đổi của máy công cụ cơ bản: (1) máy tiện tháp pháo, kể cả máy trục vít; (2) máy nhiều trạm; (3) tập trận băng nhóm; và (4) máy xay xát sản xuất.
Những tiến bộ trong sản xuất hàng loạt không thể đạt được nếu không có sự phát triển của ngành máy công cụ — tức là, việc chế tạo máy …
Máy nhiều trạm
Một số loại máy tiện đứng nhiều trạm đã được phát triển. Các máy này về cơ bản là máy tiện tháp pháo kiểu chucking để gia công các chi tiết hình trụ có ren. Máy có 12 trục chính, mỗi trục được trang bị mâm cặp. Trực tiếp phía trên mỗi trục chính, ngoại trừ một trục chính, dụng cụ được gắn trên một thanh ram. Các bộ phận được gắn trong mỗi mâm cặp và được lập chỉ mục cho tối đa 11 nguyên công gia công. Phần hoàn thiện được lấy ra ở trạm thứ 12.
Một máy khoan gang bao gồm một số cột riêng lẻ, đầu khoan và trục xoay được gắn trên một đế duy nhất và sử dụng một bàn chung. Có thể sử dụng nhiều trục xoay, nhưng phổ biến là bốn hoặc sáu trục. Những máy này được thiết kế để gia công các bộ phận yêu cầu một số hoạt động gia công lỗ, chẳng hạn như khoan, đục lỗ, chạm khắc hoặc ta rô. Phôi được di chuyển từ trục khoan này sang trục khoan tiếp theo, nơi các nguyên công gia công tuần tự được thực hiện bởi một hoặc nhiều người vận hành.
Máy xay xát sản xuất
Máy phay được sử dụng cho các hoạt động xay xát tái sản xuất nói chung được phân loại là máy phay kiểu giường vì thiết kế của chúng. Bàn trượt được gắn trực tiếp vào giường lớn của máy và không thể nâng lên hoặc di chuyển theo chiều ngang; chuyển động của bảng chỉ là theo chiều dọc. Đầu trục chính có thể được điều chỉnh theo chiều dọc để thiết lập độ sâu của vết cắt. Một số máy được trang bị bộ điều khiển tự động chỉ yêu cầu người vận hành bán có kỹ năng để tải các bộ phận vào các bộ cố định ở mỗi đầu bàn và khởi động máy. Một bộ phận có thể được dỡ bỏ và thay thế trong khi bộ phận kia đang được gia công.
Máy Chuyên Dụng
Máy công cụ chuyên dụng được thiết kế để thực hiện các nguyên công gia công đặc biệt, thường cho mục đích sản xuất. Ví dụ bao gồm máy cắt bánh răng và máy mài bánh răng, máy chuốt, máy mài và mài, và máy doa.
Máy cắt bánh răng
Ba phương pháp cắt cơ bản được sử dụng để gia công bánh răng : (1) cắt mẫu, (2) cắt mẫu, và (3) tạo. Cácphương pháp cắt dạng sử dụng một dụng cụ cắt có dạng giống như khoảng trống giữa hai răng kề nhau trên một bánh răng. Phương pháp này dùng để cắt răng bánh răng trên máy phay . Cácphương pháp cắt khuôn mẫu sử dụng khuôn mẫu để dẫn hướng dao cắt một điểm trên máy cắt bánh răng côn lớn.
Hầu hết các bánh răng cắt được sản xuất với số lượng lớn được thực hiện trên các máy sử dụng phương pháp tạo bánh răng. Phương pháp này dựa trên nguyên tắc rằng hai bánh răng bất biến, hoặc một bánh răng và thanh răng, có cùng bước đường kính sẽ kết hợp với nhau đúng cách. Do đó, một dụng cụ cắt có hình dạng của bánh răng hoặc thanh răng có thể được sử dụng để cắt răng của bánh răng hoặc thanh răng trống. Nguyên tắc này được áp dụng trong thiết kế một số máy cắt bánh răng thuộc loại máy phát điện được sử dụng rộng rãi. Máy tạo ra bánh răng cắt với hành trình chuyển động qua lại được gọi làbánh răng đổ bóng .
Máy mài bánh răng sử dụng một dụng cụ cắt nhiều răng quay được gọi là bếp để tạo răng trên bánh răng thúc, bánh răng sâu, bánh răng xoắn, bánh răng và đĩa xích. Nhiều bánh răng được cắt bằng dao kéo hơn so với các phương pháp khác vì máy cắt nhấp nháy cắt liên tục và tạo ra bánh răng chính xác với tốc độ sản xuất cao. Trong máy chế tạo bánh răng, bánh răng có thể được sản xuất bằng cách cắt, mài hoặc kết hợp các nguyên công cắt và mài.
Máy tiện tháp pháo

Máy tiện tháp pháo nằm ngang có hai đặc điểm để phân biệt với máy tiện động cơ. Đầu tiên là một chính nhiều mặttháp pháo, vị trí của ụ trên máy tiện động cơ . Nhiều loại dụng cụ tiện, khoan, doa, doa và cắt ren có thể được gắn chặt vào tháp pháo chính, có thể quay không liên tục theo trục thẳng đứng của nó bằng một bánh xe tay. Có thể sử dụng bánh xe tay hoặc bộ truyền lực để di chuyển tháp pháo theo chiều dọc so với phôi được gắn trên trục chính của máy.
Đặc điểm phân biệt thứ hai của máy tiện tháp pháo là tháp pháo vuông lắp trên đường trượt chữ thập. Tháp pháo này cũng có thể xoay theo trục thẳng đứng của nó và cho phép sử dụng nhiều loại công cụ quay. Atrụ công cụ, hoặc khối công cụ , có thể được kẹp vào phía sau củatrượt chéo để gắn các công cụ bổ sung. Trượt chéo có thể được điều khiển bằng tay hoặc bằng điện.
Máy tiện tháp pháo có thể được phân loại là máy thanh hoặc máy kẹp. Máy thanh trước đây được gọi là máy vít và chúng có thể được điều khiển bằng tay hoặc tự động. Máy thanh được thiết kế để gia công các bộ phận có ren nhỏ, ống lót và các bộ phận nhỏ khác có thể được tạo ra từ thanh phôi được đưa qua trục chính của máy. Máy thanh tự động sản xuất các bộ phận liên tục bằng cách tự động thay thế kho thanh vào trục máy. AMáy gia công mâm cặp được thiết kế chủ yếu để gia công các bộ phận lớn hơn, chẳng hạn như vật đúc, rèn hoặc phôi kho thường phải được lắp vào mâm cặp bằng tay.
Công ty thu mua máy móc cơ khí cũ giá cao Hoàng Hiếu
Nhận mua máy móc cơ khí cũ tận nơi. Công ty chúng tôi phục vụ qúy khách trên toàn quốc với mức giá cao, mua nhanh chóng, uy tín nhất.
Mọi chi tiết về bán máy móc cũ phế liệu ĩn vui lòng liên hệ: